应用参考

铝气体保护电弧焊的应用参考
铝的重要性能和多功能性使它成为非常受欢迎的产品,铝及其合金的使用也在稳步增加。它较轻的重量能使能源节约和使成型,时尚和优雅创作方面更容易。此外,铝是耐腐蚀的,可持续的,可以无限循环利用。
因此,许多建造商开始从钢铁转向铝,新的制造商往往从铝开始。由于铝的许多特性都与钢相反,因此了解这些特性对于安全生产至关重要。
钢与铝的物理性能差异对熔焊的影响
密度、弹性模量和强度的差异与焊接关系不大,但对结构设计关系很大。铝的高导电性可能导致电弧的突出问题,高导热性会导致焊接在开始时缺乏熔合和焊接热量向前移动。本文将讨论这些方面。高导热率也可能导致夹具过热和尺寸偏差,这需要更稳定的设计,可能还需要对此类设备进行额外的冷却。
一般来说,高导热系数和高膨胀系数比钢具有更大的偏差,必须在焊接夹具的设计和建造中加以考虑。
必须特别注意氧化层和氢的溶解度。
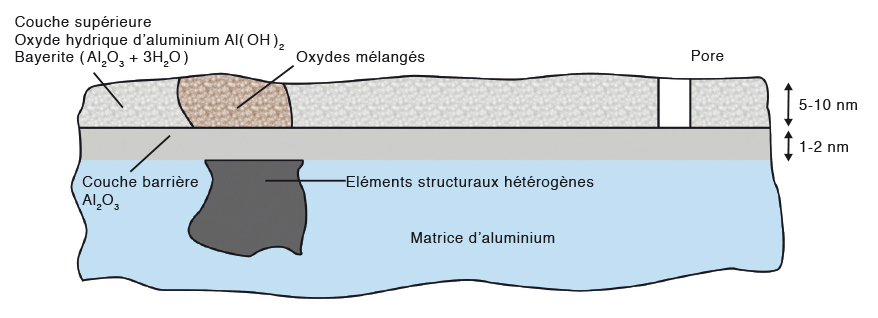
氧化层
当铝暴露在大气中时,它会立即形成一层氧化层,氧化层基本上是由两个部分层的非晶态Al2O3组成,相互叠加,即:
一种几乎无孔的基体-或非晶氧化铝的阻挡层
一种多孔和水化的覆盖层,含有低结晶的氢氧化物和贝氏体
氧化层的厚度随时间、温度和氧的有效性而增加。尽管氧化层很紧,熔化温度为2300°C,保护铝表面免受进一步的腐蚀,它也可以多孔和提高湿度。
铝的表面状况对米格和蒂格焊接的影响主要有以下几个方面:
电弧稳定(稳定电弧需要有氧化铝)
圆弧焦点的几何形状
电弧中的电压降,还有电弧长度
焊接的几何形状
焊缝质量
艺的再现性,尤其是自动焊接
由于氧化层的厚度非常小,不到几纳米,在实际条件下很难测量。因此,确定氧化层的唯一可能性是完全通过化学处理(酸洗)和在受控条件(环境和时间)下存储来去除旧层。
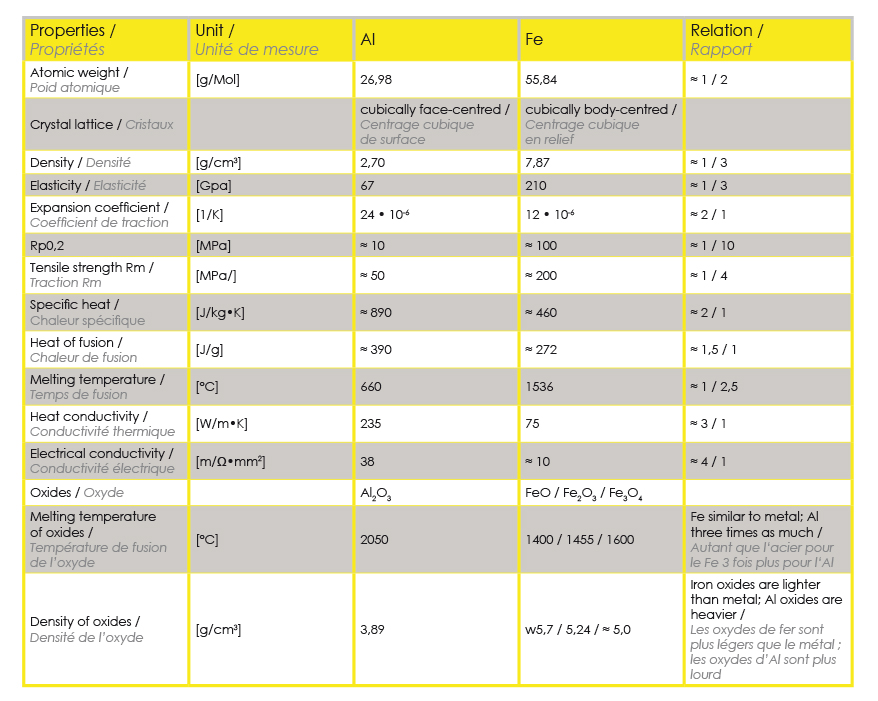
更值得注意的是,与金属本身相比,氧化铝的密度更高。有了铁(钢),氧化物的重量比金属要轻,因此会浮在熔池的表面。在铝的作用下,氧化物会渗入熔融的金属中,并可能导致氧化物夹杂。
氢的溶解度
在所有的气体中,只有氢可以在铝中溶解。但与铁合金中气体的溶解度相比,其溶解度较低。
铝中氢的溶解度取决于合金的含量和温度。所求解的量更多地取决于氢的可用性,通常以分压表示,以每100克金属所溶解气体的毫升为单位。(1013毫巴 和0摄氏度,1 ppm = 1.1124 毫升/ 100克)。
铝中氢的溶解度在大约600摄氏度的温度冷却期间突然减少,孔隙经常由冻结的气泡造成的。纯铝的孔隙率趋势最严重,而合金的孔隙率则较低。这是由于氢的溶解度变小了。
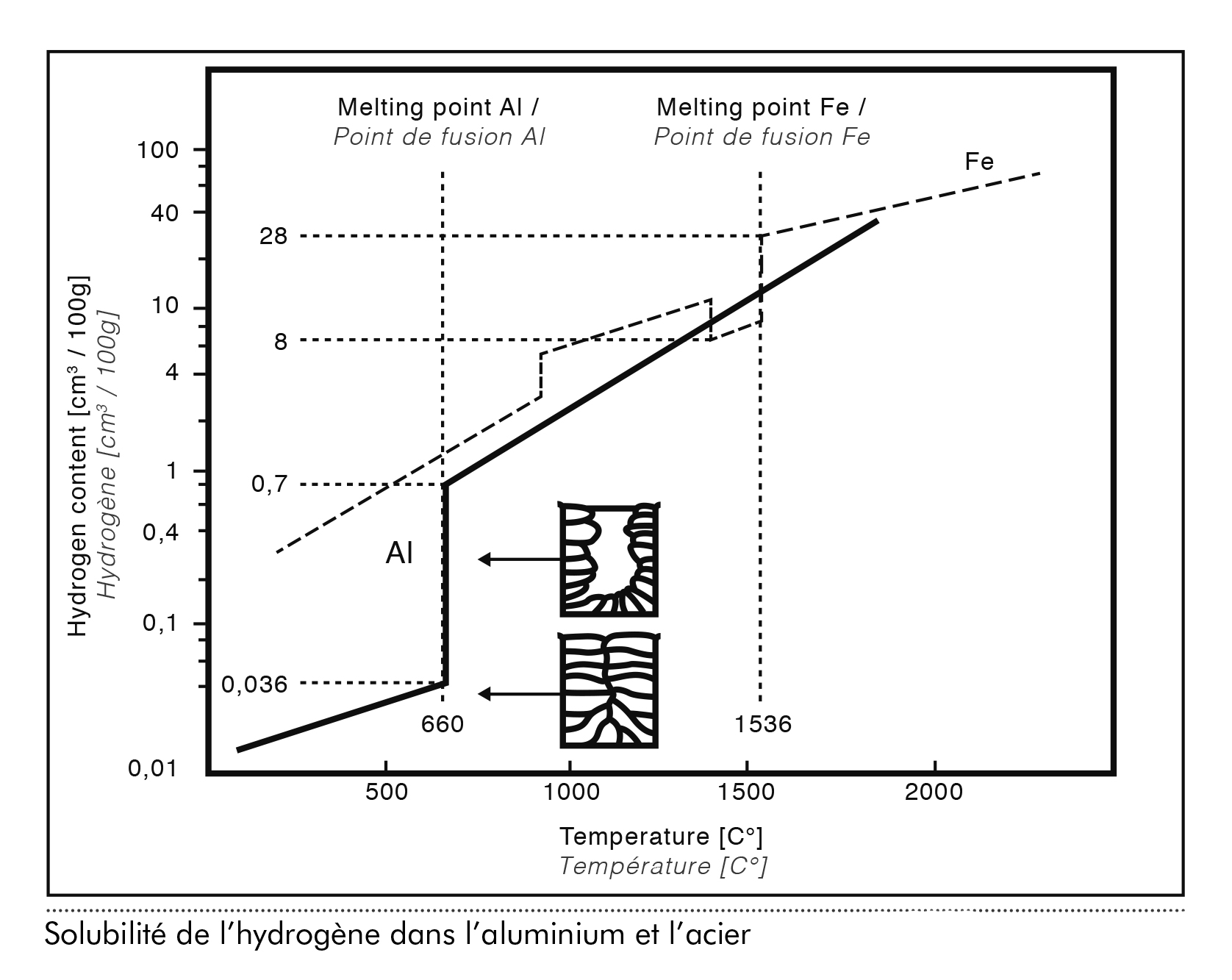
这些情况导致在铝的米格焊接中出现气孔几乎是不可避免的。
气孔对焊接接头的静态和动态强度有负面影响,而且可能会有麻烦。加工表面会起孔,看起来不美观,可能会减少油漆的附着力。检查人员难以确定可接受孔隙度的水平,制造商和客户都认为这只是一个较差的工艺。这个问题的基本解决办法是尽可能降低可用氢的含量。一般认为,约0.2 ~ 0.3 ml/100 g的氢含量是获得低孔隙度的最大允许水平。在实际情况下,这个值经常被超过。
氢的来源有基材、填料、屏蔽气体和大气。
清洁储存和制造条件,制备表面和防止所有其他来源的氢是最重要的规则。

焊接前的表面处理
由于上述情况,基体金属和填充焊丝的表面处理比钢的表面处理起着更大的作用。在焊接前进行清洁的问题只能用一种方法来回答:如果目标是低孔、高强度和恒焊接接头,那么就需要以经测试、固定和可重复的过程进行彻底清洁。我们整理了一些关于贮存、清洗、接头准备和焊接的基本规则。
基础材料
板材和型材应垂直放置,并保持足够的距离,以便获得空气循环,防止接触点相互接触。储存区域必须被覆盖,最好加热,而温度应该是恒定的。湿度控制是一个较好的选择。

填充材料
在温度恒定、湿度可控的情况下,加热贮存场所是非常重要的。在焊接之前,填充金属应与基材一样存放在相同的环境中,不打开盒子以获得相同的温度。任何时候都必须确保防尘和其他污染。