Application Reference

Application reference to gas shielded arc welding of aluminium
The significant assets and the versatility of aluminium makes it a very popular product and use of aluminium and its alloys steadily increases. Its light weight enables to make energy savings and the ease of formability, stylish and elegant creations. Furthermore, aluminium is corrosion resistant, sustainable and may be infinitely recycled.
Consequently, constructors switch from steel to aluminium and new manufacturers often immediately start with aluminium. As many properties of aluminium are opposite to steel, knowledge of these is essential for safe manufacturing.
Effects of the differences between the physical properties of steel to aluminium on fusion welding
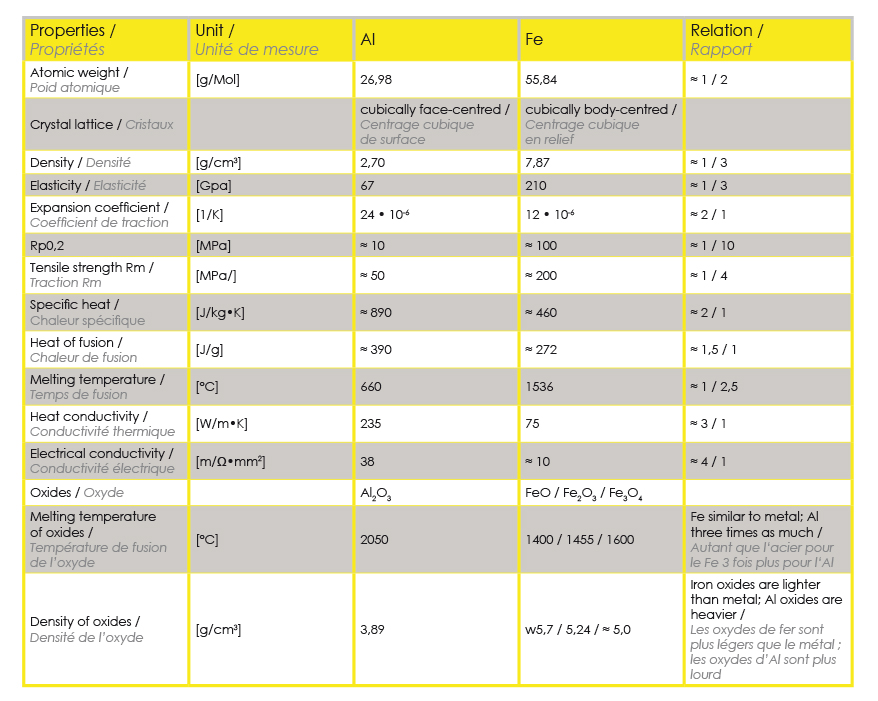
The differences in density, modulus of elasticity and strength are hardly relevant for welding but most certainly for the design of structures. The high electrical conductivity of aluminium may lead to arc striking problems and the high thermal conductivity to a lack of fusion at the beginning of the weld and to forward moving welding heat. These aspects are discussed in this article. The high heat conductivity may also lead to overheating of fixtures and to dimensional deviations, which require a more stable design, and probably additional cooling of such devices.
In general high heat conductivity and a high coefficient of expansion give more deviation than compared to steel and must be considered in design and in the construction of welding fixtures.
Special attention has to be paid to the oxide layer and to the solubility of hydrogen.
Oxyde layer
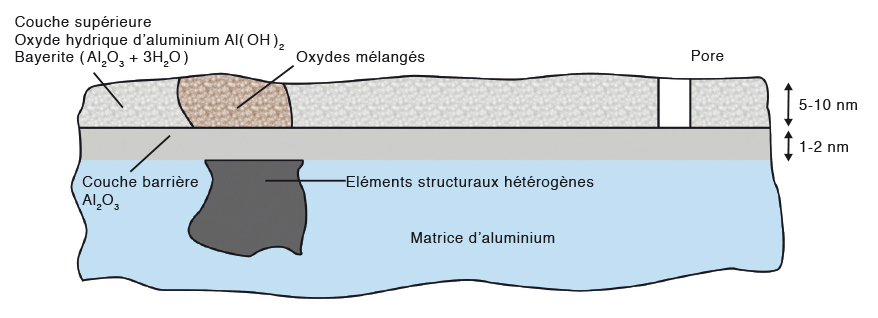
When exposed to the atmosphere, aluminium immediately forms an oxide layer, which basically consists of amorphous Al2O3 in two partial layers on top of each other, namely:
a nearly pore free base- or barrier layer of amorphous aluminium oxide
a porous and hydrated cover layer with low crystalline contents of Al-hydroxides and bayerite
The thickness of the oxide layer increases with time, temperature and availability of oxygen. Even though the oxide layer is very tight, has a melting temperature of 2300° C and protects the aluminium surface from further corrosion, it can also be porous and pick up humidity.
The surface condition of aluminium influences MIG and TIG welding in the following aspects :
The arc stability
(a stable arc requires the presence of aluminium oxide)The geometry of the arc focal point
The voltage drop in the arc and therefore the arc length
The geometry of the weld
The quality of the weld
The reproducibility of the process in particular with automatic welding
Due to the extremely small thickness within few nanometres of the oxide layer, it is hardly measurable under practical conditions. Hence, the only remaining possibility to obtain a defined oxide layer is to remove the old layer completely by chemical processes (pickling) and by storing under controlled conditions (environment and time).
Further remarkable is the fact that the density of aluminium oxide in comparison to the metal itself is higher. With iron (steel) the oxides have a lower weight than the metal and therefore float on the surface of the molten pool. With aluminium the oxide sinks into the molten metal and may cause oxide inclusions.
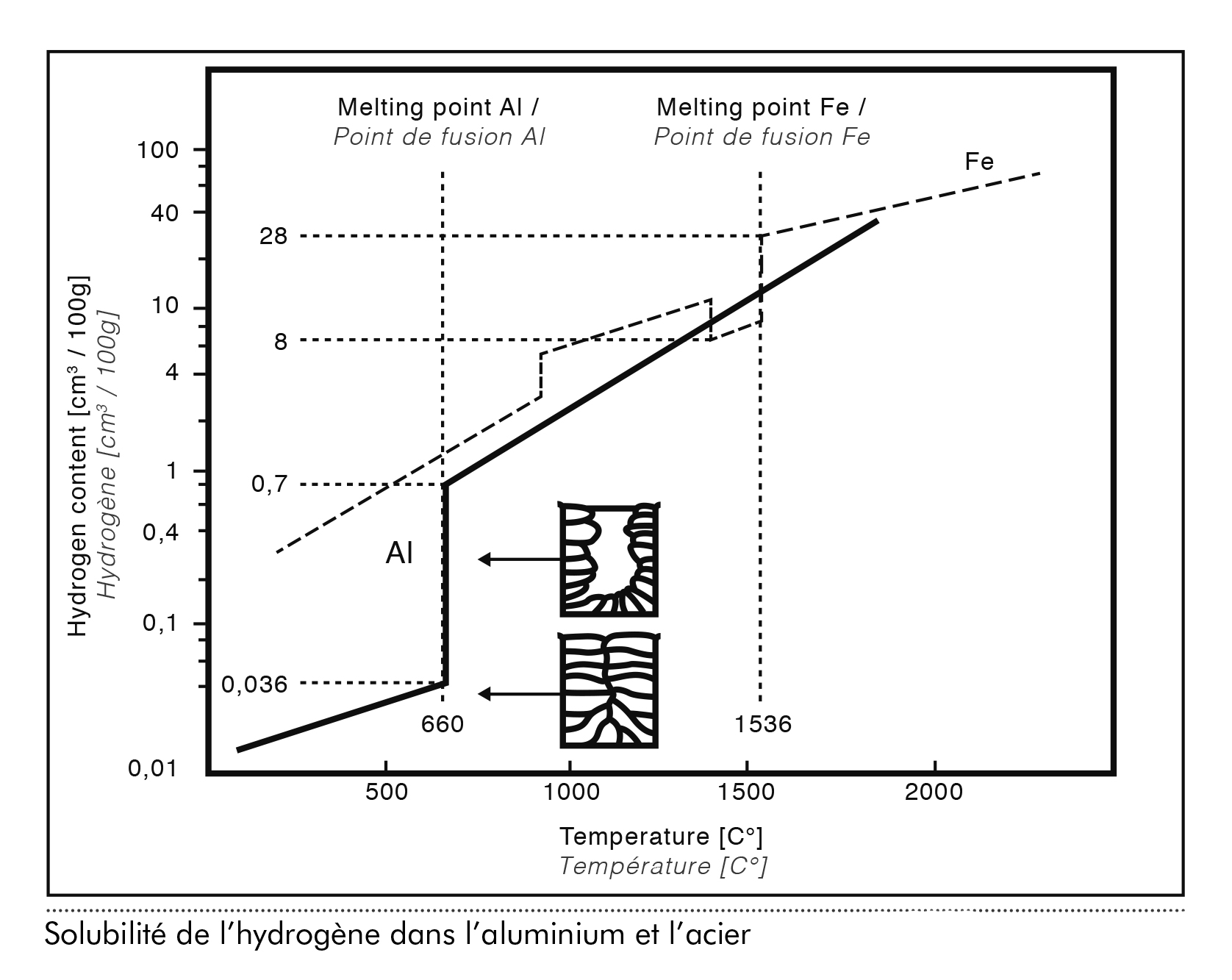
Solubility of hydrogen
Amongst all gases only hydrogen can be solved in aluminium. Compared to the solubility of gases in iron alloys, however, the quantity is rather low.
The solubility of hydrogen in aluminium depends on the content of alloys and on the temperature. The solved quantity furthermore depends on the availability of hydrogen, which is usually given as the partial pressure and indicated in millilitres of the solved gas per 100 grams of metal. (1013 mbar and 0° C, 1ppm = 1.1124 ml / 100 g).
As the solubility of hydrogen in aluminium suddenly decreases at a temperature of approximately 600° C during cooling, it often comes to porosity caused by frozen gas bubbles. With pure aluminium the tendency to porosity is most serious, whereas it is lower with alloys. This is due to a smaller lap in the solubility of hydrogen.
These circumstances lead to the fact that the presence of porosity with MIG welding of aluminium is nearly unavoidable.
Pores have negative implications on the static and dynamic strength of welded joints and can be disturbing anyway. Machining the surfaces opens pores, which don’t look nice and may reduce the adhesion of paint. Inspectors have trouble to determine the level of acceptable porosity and both manufacturers and customers consider it as just poor work. The basic solution to this problem is to keep the level of available hydrogen as low as possible. Generally, a hydrogen content of approximately 0.2 to 0.3 ml/100 g is considered to be the maximum permitted level in order to get low porosity. This value is quite frequently exceeded under practical conditions.
Sources of hydrogen are base material, filler material, shielding gas and atmosphere.
Clean storage and manufacturing conditions, preparation of the surfaces and prevention of all other sources of hydrogen is the most important rule.

Surface treatment prior to welding
Due to the above mentioned circumstances, the surface treatment of base metals and filler wires plays a much bigger role than for instance with steel. The question if cleaning prior to welding is necessary can only be answered in one way : If the target is low porosity, high strength and constant welding joints, then thorough cleaning accordingto tested, fixed and reproducible processes is necessary. We have put together some basic rules for storage, cleaning, joint preparation and welding.
Base materials
Sheets and profiles are to be stored vertically and with sufficient distance in order to get air circulation and to prevent contact points to each other. The storage areas must be covered and preferably heated whereas the temperature should be constant. Controlled humidity would be a positive option.

Filler materials
Heated storage premises with constant temperature and if possible controlled humidity as well is of great importance. Prior to welding the filler metals should be stored in the same environment as the base materials without opening the boxes in order to get the same temperature. Protection against dust and any other pollution must be ensured at any time.